A home lab needs a step attenuator. It helps in evaluating RF amplifiers, filters and receivers. Both the legendary EMRFD-book, the ARRL handbook, and a variety of QST-articles provides circuit examples for building a homebrew device. Most of them follow the design principles from the January 1967 edition of the 73 magazine (
all editions can be found for free online).
I built my device base on the 73-magazine article, but choose 20 dB, 10 dB, 5 dB, 3 dB and 2 dB sections, giving 40 dB in total. The choice was basically based on the need for about 40 dB total, and the physical limitations in the aluminum box at hand giving room for only 5 pad sections.
Each pad is a basic 50-ohm in/out pi-network. I used slightly different values from those in the article. I used standard DPDT switches (from Tayda) and attempted to shield the sections using double sided copper clad boards.
Before presenting my own result, lets examine the results from the now fifty year old 73-article (congrats).
Using shielding, the authors (W6AIG and WA6RDZ) obtained almost flat response up to about 100 MHz for both the 3, 6, 10 and 20 dB pads. The 450 MHz results seem to be off by about 2 dB for each pad. The unshielded version (albeit the 20 dB section was shielded) is off by about 5 dB at 450 MHz. Lets look at my version, built 50 years later (with much less experience that is).
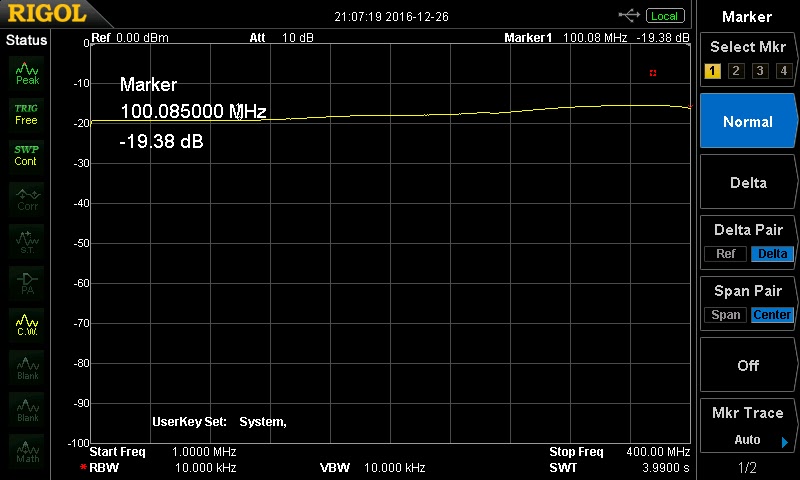
Above is the plot with all sections OFF from 1 Mhz to 400 MHz. The curve is reasonable flat, and maxes at 247 MHz with -1.47 dB.
Above is the 2 dB section over the same frecquency range. The response is close to 2 dB within the HF spectrum but -3.57dB at 247 MHz.
The 3 dB section above. Almost the same results. -5 dB at 292 MHz.
The 5 dB section. Can be defined as 5 dB within the HF spectrum but goes down to -7.43 at about 400 MHz.
The 10 dB section is better. Pretty close to 10 dB over the measured range. In fact, the 10 dB pad was fairly ok up to 1.5 GHz when used alone.
The 20 dB section is the worst. Most articles recommends no more than 20 dB attenuation per section in a step attenuator as there will be some leakage. My 20 dB section goes up to only 15 dB at 375 MHz but is still close to 20 at 100 MHz.
All sections swithed to ON. Should yield 40 dB over the range, but goes down to 30 dB at 400 MHz. This proves that the step attenuator is of little use in the entire VHF range, but could be useful up to 100 MHz. Lets look at the HF range only (1-30 MHz).
All attenuator sections is switched ON, which gives the worst results. Still, it is close t 38-39 dB over the HF range.
I am satisfied with these results since I am only going to use the device below 50 MHz. However, I am a bit disappointed that I was not able to get the same results as the authors of the fifty year 73-article. I was pretty close at 100 MHz but no cigar... My attempts to shield the 20 dB section with more copper clad boards did not give impressive results (only 0.5 dB better, at best), so those were left out in the final device. It could be that other switches could give better results. Your mileage (or attenuation) may vary.